Kvalita řeziva závisí na vlastnostech kulatiny, přesněji na přítomnosti vad.

Kvalita řeziva závisí na příznacích kulatiny, tj. Přítomnosti vad v nich.
Regulační dokumentace defektů má více než 80, ale stupeň materiálu je určen pouze 10 typy vad (značek).
Proto je před pochopením třídění řeziva nutné pochopit, jaké známky kulatiny ovlivňují tento proces.
O odrůdách kulatiny a řeziva
Zpočátku je kulaté dřevo, v závislosti na typu dřeva, rozděleno do dvou skupin: jehličnatých a listnatých. Dalším krokem je rozdělení tloušťky. Pro obě skupiny dřeva v tloušťce existují tři typy: malé, střední a velké.
Podle typu zpracování je kulatina rozdělena do čtyř skupin. Může to být:
- Použití v kulatém tvaru.
- Přeměnit na celulózu nebo recyklovat na celulózu.
- Odloupnutím nebo hoblováním změňte na dýhu.
- Proměňte se na řezivo.
Řezivo je rozděleno do čtyř stupňů:

Obrázek 1. Řezný vzor bičů.
- 1 stupeň je získán ze zadku logu, ve kterém nejsou prakticky žádné uzly,
- 2 stupeň je získán ze zadního a středního dílu, který má malý počet uzlů;
- 3 a 4 lze získat z kterékoli části protokolu,
- nejvyšší, vybraný stupeň je zvýrazněn v samostatné kategorii.
Třídění v procesu třídění řeziva je určeno:
- pro desku - nejhorší stranou nebo hranou,
- pro bar nebo bar - nejhorší stranou.
Z které části řezaného biče, kterou lze získat řezivo, je zřejmé z obrázku 1.
Hlavní znaky stupně jsou následující:
- uzly;
- zbarvení hub a hniloba;
- chemické zbarvení;
- stopy zanechané hmyzem;
- praskání a deformace;
- důsledky narušení tvaru trupu;
- defekty struktury dřeva,
- rány,
- přirozené (normální) usazeniny dřeva,
- vady zpracování a poškození při přepravě.
V procesu třídění řeziva proto musí každá třída splňovat specifické požadavky na neexistenci vad. Uvádíme pouze požadavky na uzly a praskliny.

Tabulka druhů surového dřeva a kmenového dřeva.
Vybraná odrůda. Žádné vady, kromě uzlů, nejsou povoleny. Uzly mohou být nejvýše 2 na 1 m délky. Na okrajích desek jsou povoleny části uzlu, jejichž velikost nepřesahuje 20% jeho průměru.
- 1. stupeň. Měly by být žádné uzly s průměrem větším než 10 mm, uzly, které mohou kdykoli vypadnout, a prohlubně, které zbyly z již spadnutých uzlů. Celková délka trhlin (ne přes) by neměla překročit čtvrtinu délky materiálu.
- 2 stupeň. Nesmí dojít k vypadnutí uzlů a zdravým uzlům, jejichž průměr přesahuje 20 mm. Celková délka trhlin (ne přes) by neměla překročit jednu třetinu délky materiálu.
- 3 stupeň. Jsou povoleny téměř všechny vady.
- 4 stupeň. Svěrky nejsou určeny pro konkrétní produkt, nýbrž pro 1 m 10103 materiálu.
Automatizace procesu řezání
Před zvážením procesu třídění se doporučuje stanovit si místo v řetězci automatizovaného systému řízení (ACS) zpracování dřeva v podniku, tj. na hotové výrobky. Takhle vypadá tato sekvence.

Schéma řezu kmene stromu.
- Příchozí materiál (protokoly) je zaznamenán. To lze provést ručně nebo pomocí automatické přejímky.
- Ořezávání a řezání, například na deskách.
- Surové třídění desek pomocí lokální linky.
- Podávání desek speciálním strojům, které tvoří hromadu, která jde dále do sušárny.
- Sušení desek a jejich pohyb v hromadách v sušárně.
- Podávání desek do suché třídicí linky.
Dále jsou balíčky vytvořeny podle výsledků třídění.
Ukazuje se, že rozdělení řeziva podle stupně začíná po řezání kmene, tj. Ze stejného kulatého řeziva, můžete získat jiný kvalitní materiál, který provádí suchá třídicí linka. Ve zpracovatelském řetězci se třídicí linka nachází po vysušení.
Takové místo lokálního subsystému třídění řeziva v procesním řetězci ACS umožňuje detekci uzlů, které vypadnou po vysušení a ostře identifikují další nedostatky.
Automatizace procesu třídění řeziva
Při výrobě desky se třídění provádí dvakrát: před a po sušení.
Při přípravě na sušení se provádí částečné řezání desek, aby se odstranily závady na jejich koncích.Desky jsou tříděny podle velikosti dřeva a průřezu. Po vysušení se třídí podle kvality a v posledním stupni se dělí podle délky.
Dělení podle velikosti průřezů je nezbytné pro vytvoření stejnoměrných sušicích vaků, které volí vhodný režim a dobu sušení. Tloušťka a šířka se měří kdekoli na desce, ale ne blíže než 150 mm od jejích konců. U nízkohodnotných desek lze desky tvořit pouze podle jejich tloušťky.

Schéma sušení dřeva.
V této fázi operátor linky, který obdržel data o rozměrech, odešle výrobek do příslušného pohonu, ve kterém je vytvořen předem stanovený počet, po kterém se pohon otevře a materiál se dopraví do sušárny. V obchodě tvoří sušicí sáčky.
Dělení dřeva podle kvality může být prováděno regulátorem, když jsou desky umístěny na pokosových stolech v řezárně. Nicméně, na tabulkách více než 7-8 desek za minutu, nebude řadič schopen třídit.
Hlavní dělení se provádí na dopravních pásech. Kontrolu provádí několik pracovníků - supervizorů. Jsou uspořádány v sérii podél dopravníku a ručně mění směr pohybu desek na odpovídající pohon.
Taková metoda není zdaleka jen automatická, ale nelze ji nazývat automatizovanou.
Je možné hovořit o automatizaci procesu, pokud deska otočí desku tak, aby měl operátor možnost prohlédnout si desku ze všech stran a poté, co se rozhodl, kterou třídu zahrnout, zašlete na příslušnou jednotku. K tomu jsou na dopravníku brány, které ovládá.
Operátor může podle svého uvážení změnit stupeň desky. Někdy se stává, že s ohledem na celou délku desky odpovídá 3. třídě. Je zde však úsek dostatečné délky, ve kterém počet vad splňuje požadavky vyšší třídy.
Je zřejmé, že tento způsob dělení podle odrůd je neúčinný a je vhodný pouze pro průmyslová odvětví s malým objemem výrobků. Pro velké pily je hospodárné vytvářet automatické linky.
Nenašli jste odpověď v článku? Další informace k tématu:
-
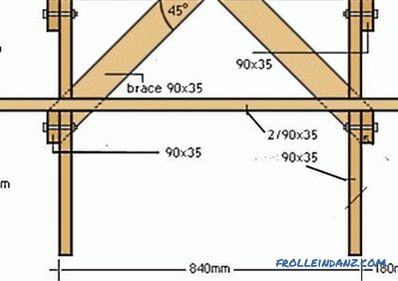
Mauerlat: jak vypočítat jeho rozměry?
Mauerlat: konstrukční rozměry. V jakých případech není nutné vypočítat velikost mauerlatu? Specifičnost činnosti výkonové desky. Dva typy hlavního páskování horního pásu stěn.
Vyhledávání
Související články
Bílá kuchyně v interiéru - 41 fotografií představa interiéru kuchyně v klasické bílé barvě

Bílá kuchyně v interiéru po mnoho let je a stále zůstává nejoblíbenější variantou. Vždycky si vzpomínám na svůj první domov, protože když jsme se do něj přestěhovali, v kuchyni se nacházely hnědé a...
Počítačový stůl z masivního dřeva do-it-yourself: kresby (video) \ t
Stoly ze stolních počítačů jsou odolné a snadno vyrobitelné. Nejdříve musíte udělat stůl z přírodního dřeva. Počítačový stůl vyrobený ze dřeva se vyznačuje vysokou životností a vysokou životn...
přípravný proces, montáž, kreslení (foto a video)

Nedostatek místa se často vyskytuje u vlastníků bytů, zejména pokud jde o nábytek. Psací stůl s vlastními rukama, který není příliš obtížný, může tento problém vyřešit. Tato tabulka zabere velmi m...
Jak vyrobit dřevěný stůl vlastníma rukama: kresby (fotografie a videa)
Stůl u chaty hraje velmi důležitou roli. Bez oběda ani pikniku se to nedá. Pokud na pozemku není žádná tabulka, můžete tento problém vyřešit dvěma způsoby: zakoupením nebo provedením sami....
Jak udělat projekt domu vlastníma rukama

Individuální stavba je dlouhý a velmi komplikovaný proces, zatímco bez dobře navrženého projektu je téměř nemožné. Vzhledem k tomu, že většina lidí, kteří se chystají stát vlastníky soukromého bydle...